
GD&T
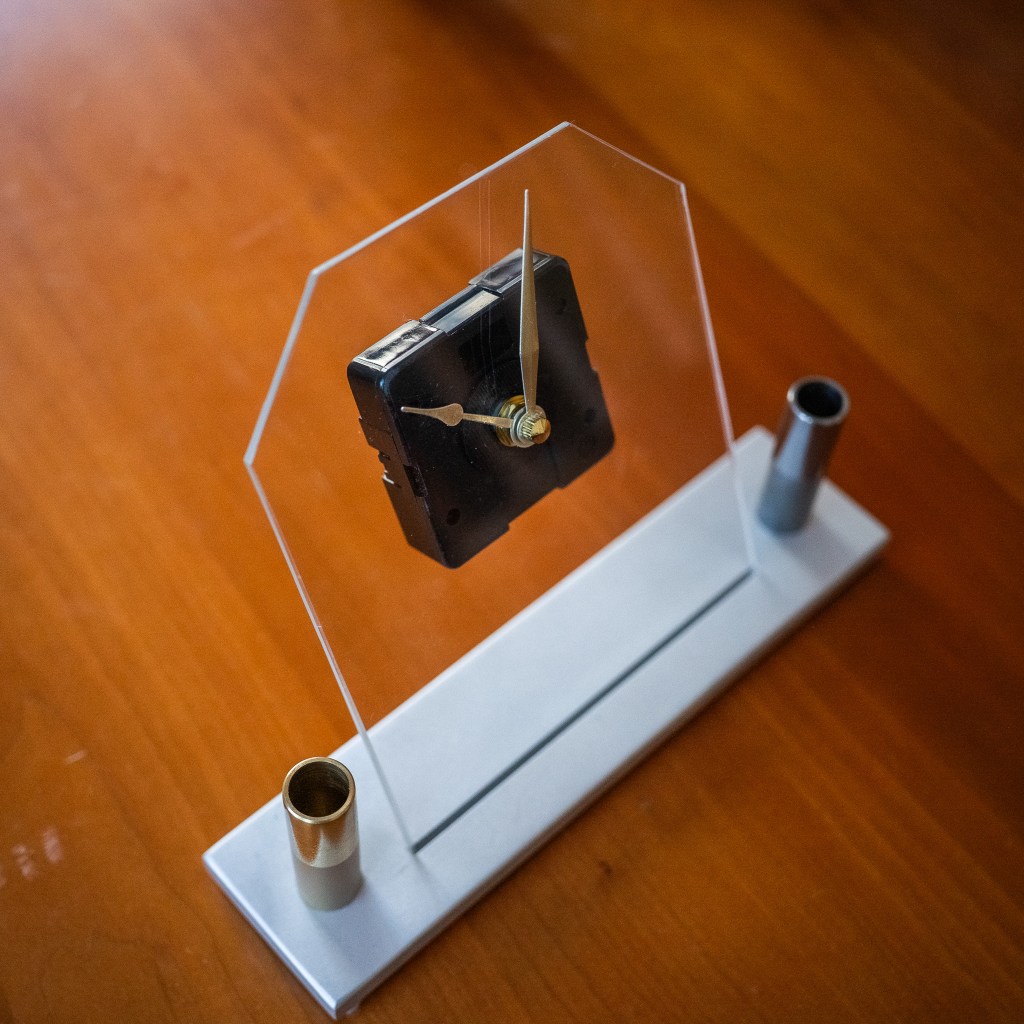
Clock Project
Lessons Learned
The clock was by far the most time consuming project of the semester. using manual mills and lathes took tike to get comfortable and precise with, and in combination with the relatively tight tolerance requirements it was a fairly slow process. But this taught me a lot, after making both pen holders on the lathe, I had learned how to comfortably use the DRO, cut male and female threads, and drill holes to precise depths using the tailstock. I also gained the skills of using a end mill, learned the difference between conventional and climb cuts, and how how to use each axis to make precise cuts. For future students my biggest advise surrounding the clock project would be to firstly get started early, this helped me out a lot. The other piece of advise I’ve got is to make sure you are using your calipers properly, if you aren’t comfortable with your calipers and able to get accurate measurement than work on that as it will hold you back on every project.


Cost Estimate
- Raw materials
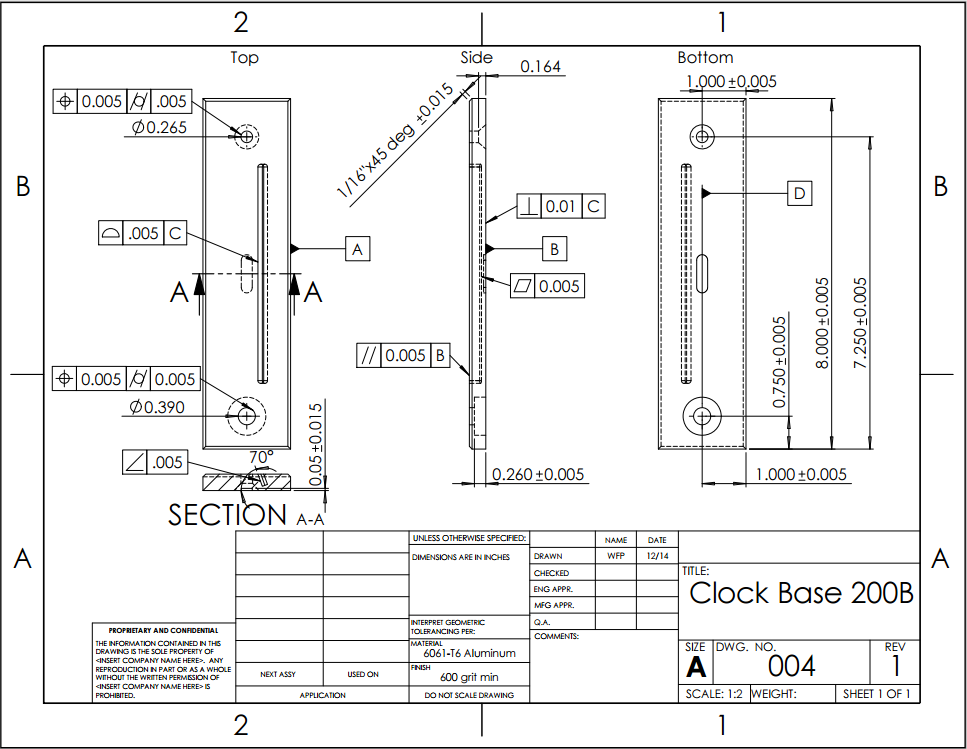
- Aluminum base
- 2in * 8in *.3in
- Cost at $4.00/lb: $1.88
- Brass pen holder
- OD: .625in, ID: 0.5in, length 2.37in
- Cost: $0.42
- Steel pen holder
- OD: 0.63in, ID: 0.5in, length 2in
- Cost: $0.14
- Acrylic clock face
- 6in * 5in sheet
- Cost: $4.00
- Brass nut
- .25in x 9/16in hex brass stock
- Cost: $0.35
- Aluminum base
- Total material cost: $8.45
- Labor: $80/hr
- Milling the aluminum base: 0.6 hours
- Turning brass pen holder: 0.5 hours
- Turning steel pen holder: 0.5 hours
- Turning Brass nut: 0.1 hours
- Deburring: 0.2 hours
- Finishing and assembly: 1 hour
- Total time: 2.40 hours
- Total cost= $200.45
Efficiency Improvement Proposal
The clock could be made more efficiently by swapping the manually milled aluminum base with CNC machining all of the features. The brass pen holder, steel pen holder, and nut could be made on a CNC lathe too making the manufacturing much faster. Making parts in large batches and using pre made fixtures like the one used to cut the slot to hold the acrylic would cut down on setup time. we could also eliminate the manual deburring process by tumbling all parts, Overall this would cut time and cost, and theoretically you could completely automate almost this entire process.
Mass Production Cost Estimate
- EMEC manually manufacturing 10,000 clocks
- Aluminum base
- Cost: $1.88 per unit, $18,800 for 10,000
- Brass pen holder
- Cost: $1.80 per unit, $18,000 for 10,000
- Steel pen holder
- Cost: $0.42 per unit, $4,200 for 10,000
- Brass nut
- Cost: $0.35 per unit, $3,500
- Acrylic clock face
- Cost: $4.00 per unit, $40,000
- Tooling/fixtures
- Cost: $5,000
- Aluminum base
- Total cost: $89,500
- Automated Production
- Aluminum base
- Cost: $1.20 per unit, $12,000 for 10,000
- Brass pen holder
- Cost: $0.95 per unit, $9,500 for 10,000
- Steel pen holder
- Cost: $0.25 per unit, $2,500 for 10,000
- Brass nut
- Cost: $0.20 per unit, $2,000
- Acrylic clock face
- Cost: $2.00 per unit, $20,000
- Tooling/fixtures
- Cost: $12,000
- Aluminum base
- Total cost: $58,000
Automated production will reduce the per-unit cost substantially from $8.95 to $5.80 the big saving is coming from material waste reduction and spreading the tooling costs across all of the units Even excluding labor costs, automation will improve the consistency and make large-scale production far more practical, while manually manufacturing the clocks is better for small batches where it isn’t worth the upfront cost of automating the entire process.
